High-Quality Sealing Raw Materials for Industrial Applications
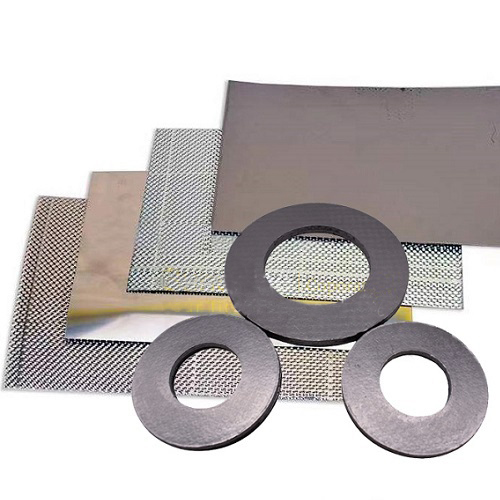
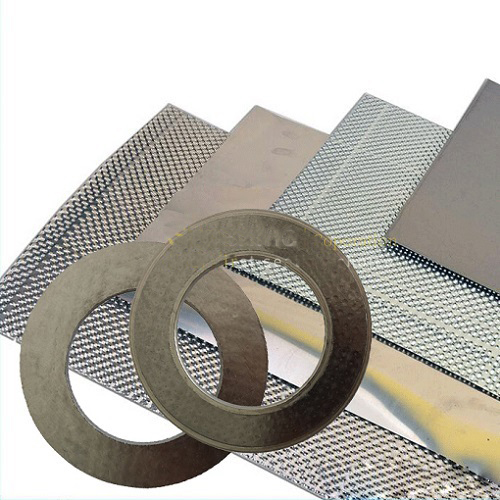
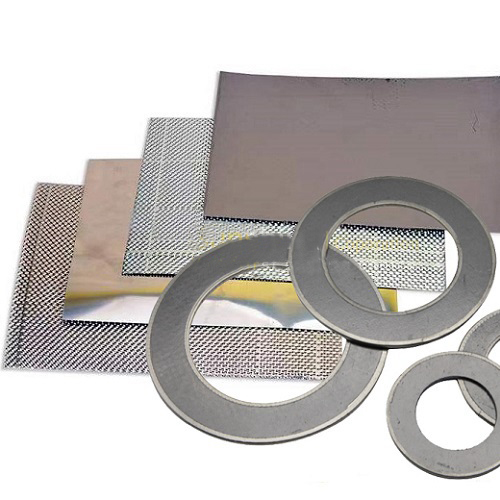
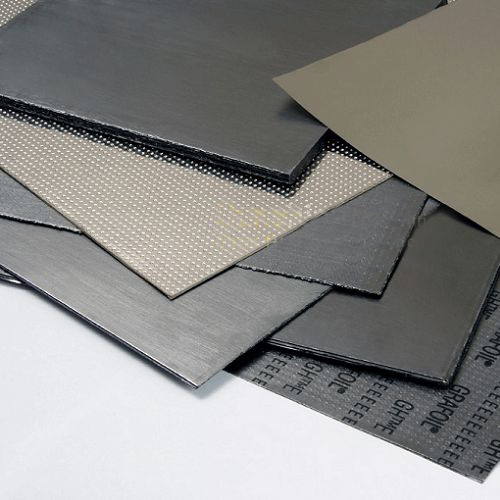
When it comes to industrial sealing solutions, choosing the right Sealing Raw Materials is crucial for ensuring long-term performance and reliability. Our premium Sealing Raw Materials are engineered to meet the most demanding industrial requirements, offering exceptional durability and chemical resistance.
Key Features of Our Sealing Raw Materials
- Excellent compression set resistance
- Wide temperature range performance (-60°C to +300°C)
- Superior chemical and oil resistance
- Outstanding tensile strength and elongation
- Low outgassing properties for cleanroom applications
Technical Specifications
| Material Type | Temperature Range | Hardness (Shore A) | Tensile Strength | Chemical Resistance |
|---|---|---|---|---|
| Fluorocarbon (FKM) | -20°C to +250°C | 50-90 | 10-25 MPa | Excellent |
| Silicone (VMQ) | -60°C to +230°C | 30-80 | 5-12 MPa | Good |
| Ethylene Propylene (EPDM) | -50°C to +150°C | 40-90 | 7-20 MPa | Very Good |
Sealing Raw Materials FAQ
What are the most common applications for Sealing Raw Materials?
Sealing Raw Materials are widely used in automotive, aerospace, oil & gas, pharmaceutical, and food processing industries. They serve as critical components in gaskets, O-rings, seals, and diaphragms, providing leak-proof solutions in demanding environments. The exact material selection depends on temperature requirements, chemical exposure, and mechanical stresses.
How do I choose the right Sealing Raw Material for my application?
Selecting the appropriate Sealing Raw Material requires considering several factors: operating temperature range, chemical compatibility, pressure requirements, and environmental conditions. For example, FKM materials are ideal for high-temperature applications with hydrocarbon exposure, while EPDM performs better in steam and hot water environments. Consulting with our technical team can help identify the optimal material for your specific needs.
What certifications are available for Sealing Raw Materials?
Our Sealing Raw Materials meet various international standards including FDA, NSF, UL, and RoHS compliance for food-grade and medical applications. We also provide materials certified to ASTM, ISO, and DIN standards for industrial applications. Custom certification requirements can be accommodated based on specific project needs.
Material Selection Guide
| Industry | Recommended Material | Key Benefits |
|---|---|---|
| Automotive | FKM, NBR | Fuel/oil resistance, high temperature performance |
| Pharmaceutical | Platinum-cured Silicone, EPDM | Non-toxic, steam sterilizable |
| Oil & Gas | FFKM, HNBR | Extreme chemical resistance, high pressure capability |
Custom Sealing Solutions
Beyond standard Sealing Raw Materials, we offer customized formulations to meet unique application requirements. Our R&D team can develop specialized compounds with:
- Enhanced abrasion resistance
- Improved low-temperature flexibility
- Specific conductivity properties
- Custom colors for identification
- Modified hardness ranges
Why Choose Our Sealing Raw Materials?
With over two decades of experience in polymer technology, we provide consistently high-quality Sealing Raw Materials that meet the most stringent industry standards. Our materials undergo rigorous quality control testing to ensure:
- Batch-to-batch consistency
- Optimum physical properties
- Long-term performance reliability
- Compliance with environmental regulations